Mài mòn và phương pháp gia công, phục hồi
Tuổi thọ của chi tiết máy là khoảng thời gian từ lúc bắt đầu vận hành đến trạng thái giới hạn. Khoảng thời gian này phụ thuộc vào nhiều yếu tố như mài mòn, lão hóa, ăn mòn, sai sót vận hành và bảo trì sửa chữa. Kết quả thống kê cho thấy, trong các nguyên nhân dẫn đến máy móc bị hư hỏng, giảm thời gian hoạt động thì hao mòn do ma sát là chính (70-80%). Hàng năm trên thế giới có hơn 1 triệu tấn thép bị mất do sự hao mòn này. Trên hình 1 thể hiện trục động cơ điện bị hỏng do tác dụng mài mòn của các phần tử cứng hơn bám dính trên các chi tiết liên kết (phần tử cứng có thể do không khí hút vào hoặc lẫn trong dầu bôi trơn), dẫn đến những vết mòn.
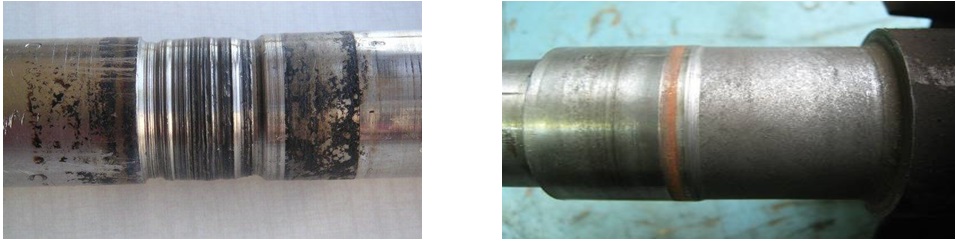
Hình 1. Trục động cơ bị mài mòn.
Để giải quyết vấn đề trên, nhiều phương pháp đã được sử dụng nhằm gia tăng cơ tính (độ cứng, độ chống mài mòn) cho lớp bề mặt của chi tiết như: nhiệt luyện (tôi), hóa nhiệt luyện (thấm carbon, nitơ), tạo các lớp phủ (mạ, nhúng, CVD, PVD, phun phủ nhiệt, hàn đắp). Trong đó, thấm carbon được sử dụng nhiều trong các nhà máy và xưởng cơ khí nhờ những ưu điểm như: chi phí thấp, không gây ô nhiễm môi trường, chiều sâu lớp thấm có thể dao động rộng trong khoảng từ 0,1-2 mm tùy theo nhu cầu.
Các phương pháp thấm carbon hiện nay
Thấm carbon là quá trình hóa nhiệt luyện, trong đó chi tiết từ thép được gia nhiệt với sự có mặt của vật liệu có thể giải phóng nguyên tử carbon hoạt tính khi bị phân hủy, các nguyên tử này sẽ hấp thụ và khuếch tán vào lớp bề mặt. Sau khi tôi, lớp bên ngoài với hàm lượng carbon cao sẽ trở nên cứng, trong khi phần lõi vẫn giữ được độ dẻo dai cần thiết. Phương pháp này được ứng dụng để làm cứng các chi tiết máy trong điều kiện chịu ma sát mài mòn và va đập. Chi tiết sau khi thấm có hàm lượng carbon giảm dần từ ngoài vào trong, lớp bên ngoài với hàm lượng carbon cao, xuất hiện xementit II và pearlite, lớp bên trong với hàm lượng carbon giảm dần, xementit biến mất, đến lõi xuất hiện pha mềm ferrite. Vì vậy, độ cứng của lớp thấm carbon giảm dần từ ngoài vào trong theo hàm lượng carbon.
Đối với phương pháp thấm carbon truyền thống, chi tiết được nung trong lò (900-950oC) chứa các chất có khả năng giải phóng carbon (các chất này có thể ở thể rắn như than, gỗ, hoặc khí) và các chất hoạt hóa. Nhược điểm của phương pháp này là thời gian dài, hiệu suất thấp, chi tiết sau khi thấm cần gia công nhiệt (tôi, ram). Để thu được 1 mm độ biến cứng cần thời gian ủ dao động từ 8-11 giờ. Để rút ngắn thời gian thấm, có thể nhúng chi tiết trong các dung dịch muối nóng chảy (Na2CO3 + NaCl + SiC) ở nhiệt độ 800-850oC với thời gian 0,5 giờ, chiều sâu biến cứng đạt 0,07-0,1 mm.
Ngoài ra, có thể dùng ngọn lửa acetylen (C2H2) để thấm carbon, tuy nhiên phương pháp này có hiệu suất thấp, gây biến dạng nhiệt và oxy hóa bề mặt nên không được áp dụng rộng rãi. Với thời gian chiếu ngọn lửa cháy lên bề mặt từ 20-30 phút, chiều sâu lớp biến cứng (thấm) có thể đạt 0,8-1 mm. Thấm carbon dùng dòng cao tần kết hợp lớp phủ graphite cũng được thử nghiệm ở Liên bang Nga trong những năm 60-70 của thế kỷ XX, thời gian thấm được rút ngắn đáng kể xuống còn vài chục phút, nhưng phương pháp này hạn chế về hình dạng của chi tiết, chỉ ứng dụng với các chi tiết có hình trụ để đơn giản trong khâu thiết kế khuôn.
Trong những năm gần đây, thấm carbon trong buồng chân không (thấm carbon plasma) là phương pháp mới được sử dụng nhiều trên thế giới. Người ta cho chi tiết cần thấm vào trong lò với áp suất từ 1-10 Pa ở nhiệt độ 1.000-1.100°C, sau đó đưa khí chứa carbon (metan) vào lò để tạo plasma, chiều sâu lớp thấm có thể đạt 0,7-0,8 mm trong thời gian 2,5 giờ. Ưu điểm của phương pháp này là quá trình thấm được rút ngắn, chi tiết không bị ôxy hóa do tác dụng của không khí. Nhược điểm là sự không đồng đều của lớp thấm đối với các chi tiết có hình dạng phức tạp, buồng thấm có giá cao.
Sử dụng nguồn nhiệt mật độ năng lượng cao (laser, chùm electron) và lớp phủ graphit để thấm carbon được thực nghiên cứu nhiều trong những năm gần đây. Trên bề mặt chi tiết được phủ một lớp graphite; sau đó chi tiết được nung nóng bằng tia laser (chùm electron). Dưới tác dụng của nhiệt độ, carbon từ lớp phủ graphite sẽ khuyếch tán hoặc hòa tan vào lớp bề mặt của chi tiết. Ưu điểm của các phương pháp này là thời gian thấm rút ngắn đáng kể, quá trình có thể diễn ra trong vài giây, độ sâu lớp thấm có thể đạt 3-5 mm. Nhược điểm là trang thiết bị để tạo ra các nguồn nhiệt này có giá cao, bề mặt chi tiết phải gia công bổ sung sau khi thấm (mài, tiện). Điều này do việc tạo carbon nguyên tử hoạt tính bằng laser và chùm electron khó hơn so với plasma khi sử dụng lớp phủ graphite, vì vậy quá trình thấm chủ yếu diễn ra ở trạng thái lỏng của bề mặt chi tiết. Tức là một lớp mỏng trên bề mặt chi tiết bị nóng chảy, carbon từ lớp phủ graphite sẽ hòa tan và xâm nhập vào chi tiết thông qua lớp này. Ưu/nhược điểm của từng phường pháp được trình bày trên bảng 1.
Bảng 1. Ưu nhược điểm các phương pháp thấm carbon hiện nay.
|
Phương pháp thấm carbon
|
Ưu điểm
|
Hạn chế
|
|
Ngọn lửa acetylen
|
Đơn giản, khả năng thấm cục bộ
|
Bề mặt bị oxi hóa
|
|
Cao tần
|
Đơn giản, thời gian rút ngắn
|
Hạn chế về hình dạng chi tiết
|
|
Lò điện trở (thể rắn, lỏng)
|
Lớp thấm đều, thấm được toàn bộ chi tiết
|
Thời gian dài, hiệu suất thấp, chi phí cao
|
|
Chân không plasma
|
Lớp thấm đều, chất lượng bề mặt tốt
|
Trang thiết bị có giá cao
|
|
Laser, chùm electron
|
Thời gian ngắn, thấm cục bộ, cơ tính tốt, không biến dạng nhiệt
|
Trang thiết bị có giá cao, cần gia công bề mặt sau khi thấm
|
Thấm carbon sử dụng dòng plasma hồ quang
Như trên đã trình bày, sử dụng nguồn nhiệt mật độ năng lượng cao (laser, chùm electron) để thấm carbon được nghiên cứu nhiều trong thời gian trở lại đây với những ưu điểm nhất định. Tuy nhiên, trang thiết bị để tạo ra các nguồn năng lượng này có chi phí cao. Trong khi đó, dòng plasma hồ quang (dòng hồ quang tạo ra do sự trao đổi điện tích liên tục giữa 2 điện cực có hiệu điện thế thấp, thường kèm theo tia sáng và sự tỏa nhiệt mạnh, được sử dụng nhiều trong công nghệ hàn) cũng là nguồn nhiệt có mật độ năng lượng cao nhưng trang thiết bị tạo ra dòng plasma hồ quang đơn giản (dùng các loại máy hàn TIG), vì vậy nếu ứng dụng được dòng hồ quang để thấm carbon sẽ giúp giảm đáng kể thời gian, tăng hiệu suất cũng như giảm chi phí quá trình thấm.
Quá trình thấm carbon gồm 3 giai đoạn: phân hủy, hấp thụ, khuếch tán. Giai đoạn phân hủy là quá trình tạo ra các nguyên tử carbon hoạt tính dưới tác dụng của môi trường ngoài như nhiệt độ, điện trường, plasma. Ở giai đoạn hấp thụ, các nguyên tử hoạt tính ở trạng thái giống như trạng thái ion hóa bị hấp thụ lên bề mặt chi tiết. Đến giai đoạn khuếch tán, các nguyên tử đã bị hấp thụ vào bề mặt sẽ khuếch tán vào trong tạo thành lớp khuếch tán. Trong 3 giai đoạn trên thì khuếch tán là giai đoạn quyết định đến thời gian của quá trình thấm carbon.
Phương pháp thấm carbon dùng dòng hồ quang plasma dựa trên phương pháp thấm carbon dùng tia laser, chùm electron. Trên bề mặt chi tiết được phủ một lớp với thành phần chính là graphite, sau đó chi tiết được nung nóng bằng dòng plasma, dưới tác dụng của nhiệt độ, tia plasma carbon từ lớp phủ graphite sẽ khuyếch tán vào lớp bề mặt, khi làm nguội tạo thành cấu trúc có độ cứng cao, tăng độ chống mài mòn. Thực hiện nhiệm vụ “Xây dựng quy trình thấm cacbon theo nguyên lý plasma trong điều kiện phòng thí nghiệm của Chi nhánh Phía Nam”, các nhà nghiên cứu thuộc Trung tâm Nhiệt đới Việt - Nga, chi nhánh Phía Nam đã thử nghiệm thấm cacbon bằng dòng plasma hồ quang và thu được kết quả khả quan. Hình 2 và 3 trình bày sơ đồ thiết bị thấm carbon. Thiết bị này được dùng để thấm cho các chi tiết có kích thước nhỏ, với công suất dòng hồ quang từ 1-3 kW, tốc độ gia công từ 3-10 mm/s.
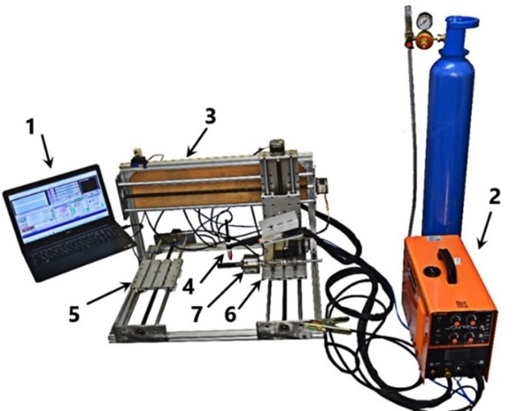
Hình 2. Thiết bị thấm carbon bằng dòng plasma hồ quang. 1: Máy tính, 2: Máy hàn Tig 250P, 3: Khung máy, 4: Mỏ hàn,
5: Bàn đặt chi tiết, 6: Bàn đặt chi tiết, 7: Mâm cặp K80.
Lớp phủ được tạo từ 3 thành phần chính là graphite, thủy tinh lỏng và nước. Sau khi tiến hành pha trộn các thành phần với nhau (33% thủy tinh lỏng, 30% nước và 30% graphite) thu được dung dịch huyền phủ, dung dịch này được phủ lên bề mặt chi tiết bằng phương pháp phun hoặc nhúng. Chi tiết với lớp phủ được sấy ở 70oC trong 2 giờ, graphite từ huyền phù bám vào bề mặt chi tiết và tạo thành các lớp graphite có độ dày dao động từ 100 đến 110 μm. Tuy thuộc vào công suất và tốc độ gia công, thu được lớp thấm có chiều dày từ 100-180 µm với thấm pha rắn (hình 3a), 0.2-2 mm với thấm ở pha lỏng bề mặt vật liệu (hình 3b). Độ cứng lớp thấm giảm từ ngoài vào trong, độ cứng tối đa có thể đạt 1100 HV0,2 (pha rắn) và 900 HV0,2 (pha lỏng), tăng 4,5-5,5 lần so với độ cứng ban đầu (200 HV0.2) của chi tiết từ thép St3. Về tương đối, độ cứng bề mặt tỷ lệ thuận với độ chống mài mòn cơ học vì vậy chi tiết sau khi thấm có thể tăng khả năng chống mài mòn lên 4,5-5,5 lần.
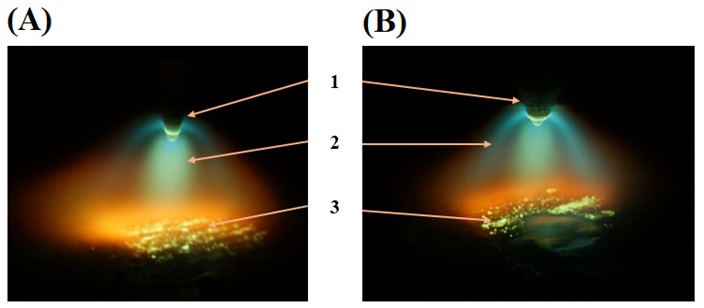
Hình 3. Dòng plasma hồ quang tạo ra từ máy hàn TIG. (A) thấm ở pha rắn, (B) thấm ở pha lỏng, 1: Điện cực vonfram, 2: dòng plasma, 3: lớp phủ graphite.
Phương pháp này có nhiều ưu điểm so với phương pháp thấm carbon truyền thống như: năng suất cao, khả năng thấm cục bộ trên bề mặt của chi tiết trong khi vẫn duy trì các thuộc tính ban đầu của phần lõi, không cần tiến hành xử lý nhiệt (tôi, ram) sau khi thấm. Tốc độ gia nhiệt và làm nguội cao cho phép thu được các cấu trúc mà các phương pháp xử lý nhiệt truyền thống không có được. Ngoài ra, việc gia nhiệt cục bộ cũng giúp giảm biến dạng cơ học do nhiệt và hình thành ứng suất nén có lợi trên bề mặt. Bên cạnh đó không có hạn chế về hình dạng, kích thước chi tiết. Trang thiết bị đơn giản, chi phí thấp so với thấm carbon sử dụng tia laser và chùm điện tử. Có thể nói, phương pháp thấm carbon dùng dòng hồ quang plasma trong gia công chi tiết máy của các cán bộ nghiên cứu thuộc Trung tâm Nhiệt đới Việt - Nga, chi nhánh Phía Nam đã thử nghiệm có tính thực tiễn cao, có thể ứng dụng để nâng cao cơ tính, tăng tuổi thọ của các chi tiết chịu lực và ma sát bằng thép trong gia công, chế tạo chi tiết máy móc, thiết bị.
TÀI LIỆU THAM KHẢO
1. V. Karzhavin, A.I. Zimin (2003), Friction and wear, lubricants, Ekaterinburgb, 83pp.
2. Vu Van Huy (2018), Cementation of low carbon steels using plasma heating of graphite-containing coatings and process gas environments, PhD thesis Komsomolsk-on-Amur State University, 190pp.
3. A.E. Balanovsky (2006), Plasma surface hardening of metals, ISTU, 180pp.
4. Katsamas A.I., Haidemenopoulos G.N. (2001), “Laser-beam carburizing of low-alloy steels”, Surface and Coatings Technology, 139(2-3), pp.183-191, DOI: 10.1016/S0257-8972(00)01061-6.
5. Y. Takuto, H. Hideki, T. Mamoru (2011), “Surface hardening of low carbon steel by laser alloying with graphite powder”, Journal of Laser Processing Society, 18(3), pp.189-193.
6. O.V. Chudina (2003), Combined methods of surface hardening of steels using laser heating, MADI, 248pp.